
Decontamination Efficiency in Mechanical Recycling: What Makes rPET Food-Grade Approved?

In today’s circular economy, the difference between ordinary recycled plastic and food-grade rPET lies in one critical factor: decontamination efficiency.
Brands, converters, and packaging manufacturers often assume that recycling alone is enough. It is not. For recycled PET to be approved for direct food contact, the process must demonstrate scientifically validated contaminant removal, controlled processing conditions, and polymer performance that matches virgin resin.
This is where mechanical recycling moves from being a simple waste treatment method to a precision-engineered polymer restoration system.
Let’s break down what actually makes rPET food-grade approved, especially in the context of high-performance PET bottle recycling plant operations and advanced PET bottle to bottle recycling plant infrastructure.

Understanding Mechanical Recycling in Food-Grade rPET Production
At its core, mechanical recycling is the process of converting post-consumer PET bottles into reusable PET resin through physical processes such as:
- Collection and segregation
- Hot washing and friction cleaning
- Drying
- Melt filtration
- Pelletization
- Solid state polymerization
However, when the end-use application involves food and beverages, the process must go much further.
Food-grade approval requires:
1. Controlled input stream (primarily post-consumer food-contact PET bottles)
2. High-temperature decontamination steps
3. Demonstrated contaminant reduction through validated challenge tests
4. Restoration of polymer properties such as intrinsic viscosity PET levels
5. Process traceability and regulatory compliance
A well-designed PET bottle recycling plant integrates all of these elements systematically.
Mechanical Recycling for Food-Grade Applications: What Regulators Evaluate
When regulators evaluate mechanical recycling processes for food-contact approval, they do not evaluate the recycled pellets alone. They evaluate the entire process.
A compliant food-grade PET bottle recycling plant must demonstrate:
- Controlled input stream from post-consumer food-grade PET bottles
- Documented hot washing and decontamination stages
- Validated SSP parameters
- Measured residual contamination below defined migration limits
- Stable intrinsic viscosity PET range suitable for bottle applications
For bottle-to-bottle systems, regulators focus on whether the PET bottle to bottle recycling plant consistently removes potential unknown contaminants under worst-case scenarios.
Approval is therefore process-specific. If any critical stage changes, the process must be revalidated.
This distinction is important for buyers selecting reliable rPET suppliers.

Why Decontamination Efficiency Is the Deciding Factor
Recycled PET flakes can contain trace contaminants due to:
- Misuse of bottles by consumers
- Non-food PET entering the stream
- Adhesives, inks, or residues
Regulators do not evaluate rPET based on intent. They evaluate it based on decontamination efficiency demonstrated under worst-case scenarios.
To achieve food-grade approval, a recycling process must:
- Intentionally contaminate PET flakes with surrogate contaminants
- Process them through the recycling line
- Measure residual contamination levels
- Demonstrate that migration into food is below accepted safety thresholds
This validation becomes part of the official process approval.
Without high decontamination efficiency, no amount of downstream quality control can compensate.
The Role of PET Solid State Polymerization in Food-Grade rPET
PET Solid State Polymerization: The Backbone of Decontamination
One of the most critical stages in food-grade mechanical recycling is PET solid state polymerization.
After pelletization, rPET pellets undergo high-temperature treatment under controlled vacuum or inert gas flow conditions. This stage serves two vital purposes:
1. Further decontamination by removing absorbed volatile contaminants
2. Rebuilding polymer chain length to restore intrinsic viscosity of PET polymer
This step is also commonly referred to as SSP PET recycling.
During PET solid state polymerization, pellets are exposed to:
- Elevated temperatures below melting point
- Extended residence time
- Controlled atmospheric conditions
This allows:
- Diffusion of contaminants out of the polymer matrix
- Reduction in acetaldehyde levels
- Increase in intrinsic viscosity IV to meet bottle-grade requirements
Without SSP PET recycling, it is extremely difficult to meet both food-contact safety standards and mechanical performance benchmarks.
What Exactly Does SSP Do? A Technical Breakdown of PET Solid State Polymerization
PET Solid State Polymerization in Depth
PET solid state polymerization is not simply a heating step. It is a controlled diffusion-driven molecular rebuilding process.
After extrusion, PET pellets typically have:
- Reduced intrinsic viscosity IV
- Residual moisture
- Trace volatile contaminants
During SSP PET recycling, pellets are:
1. Crystallized to prevent sticking
2. Heated below melting temperature
3. Exposed to vacuum or inert gas
4. Maintained at precise residence time

The Three Core Functions of SSP
1. Molecular Chain Rebuilding
Heat energy activates esterification and transesterification reactions inside the solid pellets. This increases the intrinsic viscosity of PET polymer, restoring molecular weight lost during melt processing.
2. Contaminant Diffusion & Removal
Volatile contaminants trapped within the polymer matrix diffuse outward under elevated temperature and vacuum conditions. This significantly improves decontamination efficiency in mechanical recycling systems.
3. VOC’s Reductions
SSP helps reduce the VOC’s like acetaldehyde, benzene and limonene, which are critical in beverage bottle applications to prevent taste impact.
Why SSP Is Critical in a PET Bottle Recycling Plant
Without PET solid state polymerization, recycled pellets would:
- Have insufficient intrinsic viscosity PET levels
- Exhibit poor melt strength
- Fail bottle-grade mechanical performance
- Show limited contaminant removal
For a PET bottle to bottle recycling plant, SSP is the stage that enables:
Bottle → Recycled Pellet → Bottle again
without compromising safety or performance.
In advanced mechanical recycling infrastructure, SSP is the core quality-defining stage.
Intrinsic Viscosity PET: Why IV Determines Bottle Performance
When discussing food-grade rPET, intrinsic viscosity PET becomes central.
Intrinsic viscosity reflects polymer chain length. It directly influences:
- Melt strength
- Mechanical strength
- Bottle top-load resistance
- Barrier properties
Intrinsic Viscosity IV Explained
The term intrinsic viscosity iv refers to a measurement of polymer molecular weight in solution.
In PET:
- Higher IV = Longer chains = Stronger polymer
- Lower IV = Chain degradation = Reduced mechanical properties
In recycling, IV can drop due to:
- Thermal history
- Hydrolysis
- Chain scission during melt processing
This is why PET Solid State Polymerization is essential. It rebuilds molecular weight and restores the intrinsic viscosity of PET polymer to levels suitable for beverage bottle manufacturing.
A food-grade rPET resin must not only be safe. It must perform identically to virgin resin in high-speed bottling lines.
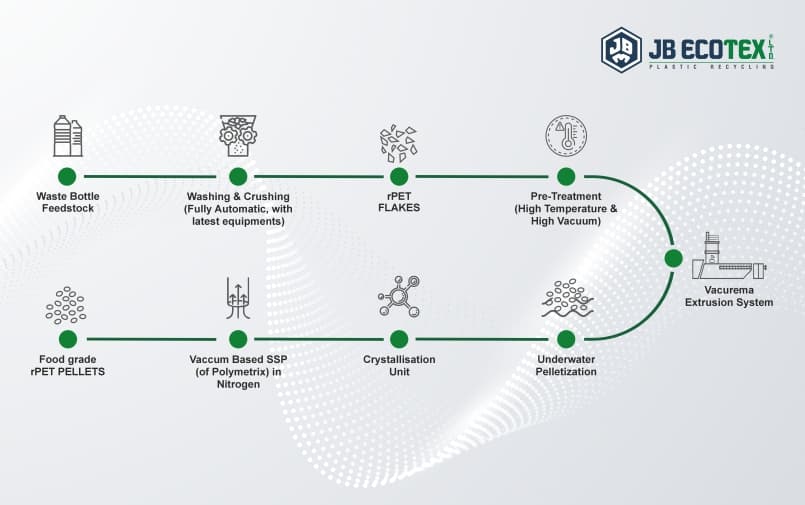
Inside a PET Bottle Recycling Plant: Process Stages That Matter
Not all recycling infrastructure is equal. A high-quality PET bottle recycling plant typically includes the following steps in its mechanical recycling process:
1. Input Control & Sorting
- Optical sorting for polymer type and color
- Removal of PVC and non-PET contaminants
2. Hot Washing & Caustic Cleaning
- High-temperature washing
- Glue and label removal
- Surface contaminant reduction
3. Flake Quality Inspection
- Moisture control
- Bulk density checks
- Visual contamination checks
4. Melt Filtration
- Fine filtration systems to remove particulates
5. Under Water Pelletization
- Controlled extrusion
- Proper drying to prevent IV loss
6. SSP Stage
- Vacuum-assisted SSP PET recycling
- IV rebuild
- Decontamination enhancement
A fully integrated PET bottle to bottle recycling plant is designed to convert post-consumer bottles back into bottle-grade pellets while maintaining regulatory standards.
Mechanical Recycling vs Chemical Recycling for Food Contact
While chemical recycling breaks PET into monomers, mechanical recycling maintains the polymer backbone and enhances it through:
- Controlled processing
- Melt filtration
- Solid state polymerization
For food-grade mechanical rPET:
- Decontamination efficiency is validated
- IV restoration is documented
- Process parameters are standardized Chemical recycling has its own advantages, but high-quality mechanical recycling systems, when validated, are widely used globally for bottle-to-bottle applications.

rPET Test Method: How Food-Grade Compliance Is Validated
Food-grade rPET approval is not based on general testing. It is based on specific rPET test method protocols.
These typically include:
- Surrogate contamination challenge tests
- Migration modelling
- Residual contaminant measurement
- Intrinsic viscosity testing
- Acetaldehyde testing
- Colorimetric analysis
An approved recycling process must demonstrate:
- Predictable contaminant removal
- Reproducibility
- Controlled IV rebuild
The rPET test method ensures that safety is process-dependent, not batch-dependent.
This is a crucial distinction.
PET Bottle to Bottle Recycling Plant: Closed-Loop Precision
A PET bottle to bottle recycling plant is designed for circularity.
Its objective is not downcycling into fibers or strapping. It is:
- Bottle → Flake → Pellet → Bottle
To maintain this loop:
- Input must be food-grade PET
- Decontamination must be validated
- Intrinsic viscosity PET must meet bottle-grade thresholds
- SSP parameters must be controlled
The integration of PET solid state polymerization, melt filtration, and validated process control is what allows these plants to achieve consistent food-contact quality.
What rPET Suppliers Must Demonstrate
Reliable rPET suppliers must be able to provide:
- Process validation documentation
- Regulatory compliance evidence
- Technical data sheets with IV range
- Migration compliance declarations
- Batch traceability
In food-grade applications, resin is not purchased based on price alone. It is evaluated based on:
- IV stability
- Color consistency
- Acetaldehyde levels
- Regulatory documentation
Established rPET suppliers operating advanced PET bottle recycling plant infrastructure understand that documentation and traceability are as important as polymer quality.
Why Intrinsic Viscosity of PET Polymer Is Critical for Converters
Bottle manufacturers evaluate the intrinsic viscosity of PET polymer carefully because:
- Preform injection molding requires specific melt flow behavior
- Stretch blow molding demands mechanical integrity
- Shelf-life performance depends on polymer density
If intrinsic viscosity iv fluctuates:
- Bottle wall thickness distribution can vary
- Mechanical strength may reduce
- Processing efficiency can drop
This is why consistent IV rebuild during SSP PET recycling is essential in food-grade rPET production.
Process Stability in Mechanical Recycling Systems
Food-grade mechanical recycling depends heavily on:
- Stable temperature control
- Moisture management
- Proper crystallization before SSP
- Accurate residence time control
In a well-designed PET bottle recycling plant, deviations in:
- Temperature
- Vacuum levels
- Pellet crystallinity
can directly impact decontamination efficiency and final intrinsic viscosity PET levels.
Process engineering discipline separates standard recyclers from food-grade certified operations.
Decontamination Efficiency: The Science Behind Safety
Decontamination efficiency is typically expressed as a percentage reduction of surrogate contaminants.
It is influenced by:
- Temperature
- Vacuum
- Residence time
- Pellet size
- Crystallinity
During PET solid state polymerization, diffusion is the primary mechanism removing contaminants.
The combination of:
- High temperature
- Controlled vacuum
- Time
allows volatile compounds to migrate out of the polymer matrix.
This is why SSP is indispensable in food-grade mechanical recycling.

How to Evaluate rPET Suppliers for Food-Grade Applications
For converters and brand owners, selecting the right rPET suppliers requires technical due diligence.
Ask the following:
1. Is the PET bottle recycling plant process validated?
Request documentation showing process validation and decontamination efficiency testing. Look for food-grade certifications like the FSSAI certification in India.
2. What is the intrinsic viscosity PET range?
Food-grade bottle applications typically require stable IV ranges. Ask for TDS data showing intrinsic viscosity iv consistency.
3. Is SSP integrated?
Confirm whether SSP PET recycling is part of the process. Without SSP, food-grade bottle applications are unlikely to meet IV and safety requirements.
4. Is it a PET bottle to bottle recycling plant?
Closed-loop systems demonstrate higher control and traceability.
5. What rPET test method was used?
Ask about surrogate contamination challenge testing and
migration modeling protocols.
Food-grade approval depends on process reliability, not
marketing claims.
The Future of Mechanical Recycling in Bottle-to-Bottle Systems
As regulatory frameworks evolve and recycled content mandates increase, the role of advanced mechanical recycling infrastructure will continue to expand.
High-performance PET bottle to bottle recycling plant systems are becoming:
- More automated
- More traceable
- More IV-stable
- More decontamination-efficient
The focus is shifting from recycling capacity to recycling quality.
For brands aiming at sustainability without compromising safety, validated bottle-grade rPET remains one of the most scalable circular solutions available today.
JB Ecotex: Mechanically Recycled Food-Grade rPET Resins
At JB Ecotex, food-grade rPET production is built on advanced mechanical recycling infrastructure integrated with Solid State Polymerization systems.
The company operates a high-efficiency PET bottle recycling plant designed for bottle-grade applications. The process includes:
- Controlled input of post-consumer food-contact PET
- Intensive hot washing and sorting
- High-precision melt filtration
- Integrated PET Solid State Polymerization stage
- Stable IV rebuild through SSP PET recycling
JB Ecotex’s mechanically recycled rPET resins are engineered for:
- Bottle-to-bottle applications
- Beverage packaging
- Thermoforming food-contact sheets
- Injection molded food-contact components
Through controlled process parameters, consistent intrinsic viscosity PET levels are maintained to meet converter requirements.
As a bottle-focused PET bottle to bottle recycling plant operator, JB Ecotex prioritizes:
- Decontamination efficiency
- IV consistency
- Process traceability
- Regulatory alignment
For converters seeking reliable rPET suppliers, process stability and documentation remain central to performance and compliance.

What Truly Makes rPET Food-Grade Approved ?
Food-grade approval is not about using recycled plastic.
It is about:
- Proven decontamination efficiency
- Controlled mechanical recycling process
- Validated rPET test method protocols
- Reliable PET solid state polymerization
- Stable intrinsic viscosity of PET polymer
- Transparent documentation from qualified rPET suppliers
- Advanced PET bottle recycling plant and PET bottle to bottle recycling plant infrastructure
When all these factors align, recycled PET is no longer just recycled plastic.
It becomes a high-performance, safe, circular packaging material ready for direct food contact.
That is what separates standard recycled resin from food-grade approved rPET.
Frequently Asked Questions on Food-Grade Mechanical Recycling
What makes mechanical recycling food-grade approved?
Food-grade approval in mechanical recycling depends on validated decontamination efficiency, integrated PET Solid State Polymerization, controlled IV rebuild, and documented migration safety through recognized rPET test method protocols.
Why is intrinsic viscosity important in recycled PET?
Intrinsic viscosity of PET determines polymer strength, melt stability, and bottle performance. SSP restores the intrinsic viscosity of PET polymer to bottle-grade levels after melt processing.
Can a standard PET bottle recycling plant produce food-grade resin?
Only if the process includes validated decontamination efficiency and SSP PET recycling stages. Not all recycling plants qualify as food-grade bottle-to-bottle systems.
What is SSP in PET recycling?
SSP stands for solid state polymerization. In PET solid state polymerization, pellets are heated under controlled vacuum to increase IV and remove volatile contaminants.