
The Role of Hot Wash PET Flakes in Sustainable Packaging Raw Material Trends

Pull apart any recycled PET product and trace it back far enough, and you will arrive at the same point every time: a small, irregular fragment of post-consumer PET that someone sorted, washed, dried, and sized. That fragment is the PET flake. It is a usable form of recycled polyester resin, and it is the raw material that feeds multiple downstream industries.
Understanding hot wash PET flakes means understanding why that ceiling matters and how it gets raised.

What Makes a Flake, and Why Colour Tells You So Much
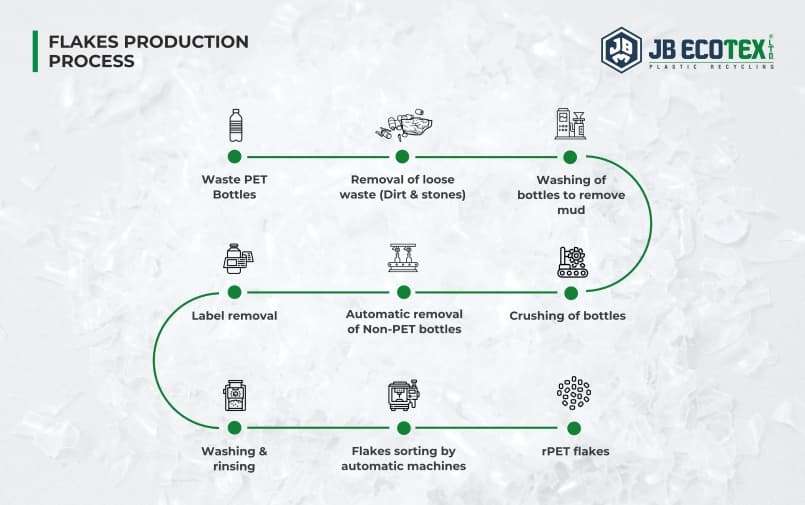
Post-consumer PET bottles are collected, sorted, baled, and shipped to washing facilities where they enter a granulator or shredder. The output is fragments, typically 8 to 14 millimetres in their longest dimension. That size range is deliberate. Smaller fragments generate dust that is difficult to dry uniformly and causes handling problems in pneumatic conveying systems at converters' facilities. Larger fragments reduce washing contact efficiency because there is less surface area per unit weight in the wash tank.
The colour of the output flake reflects the input feedstock directly. Clear bottles produce clear or transparent flakes. Green bottles produce green flakes. Bales with a mix of bottle colours produce mixed-colour flakes. This is commercially significant, not cosmetic. Clear flakes can supply bottle-to-bottle resin, transparent thermoformed sheet, natural-colour filament and staple fibre, and food contact packaging. Green and mixed-colour flakes serve a different set of downstream markets: industrial strapping, black yarn for automotive textiles, PET foam board, and rope.
Buying flake without specifying colour is like buying fabric without specifying weight. The material may look similar in a photograph and behave entirely differently in your process.
The Washing Process: What Hot Wash Actually Does
Not all rPET flakes are processed the same way, and the distinction between cold washing and hot washing is a technical difference in the flake market.
Cold washing uses water at ambient temperature to rinse surface dirt, loose label paper, and light residue from flakes. It is the simpler, lower-energy process. For applications where contamination tolerance is wider, cold-washed flakes can be adequate. Industrial strapping is an example: a process that runs at lower temperatures and can accommodate slightly wider contamination thresholds than food-contact applications.
Hot washing operates at 80 to 95 degrees Celsius using water combined with caustic soda (sodium hydroxide) at controlled concentrations, together with surfactants. The alkaline bath at temperature does something that cold water simply cannot: it saponifies fats and oils that have been absorbed into the PET surface rather than just sitting on it, dissolves adhesive residues from labels, and removes organic contamination embedded in the polymer matrix. The flakes travel through the hot wash tank under continuous mechanical agitation from mixing paddles, spending approximately 10 to 15 minutes in contact with the alkaline solution. After the hot wash, the flakes go through multiple rinse stages to remove caustic residue and dissolved contamination, then through a final cold rinse that brings surface pH close to neutral.
After rinsing comes dewatering and drying. A centrifugal step removes the bulk of the wash water. Thermal drying brings the flake to below 1% moisture by weight. Moisture above this level is a downstream processing problem: it accelerates intrinsic viscosity loss during melt processing, causes die pressure variation in extruders, and creates surface defects in finished pellets, sheet, or fibre. Dry flake is not a detail, it is a specification that converters rely on being met.
At J B Ecotex, hot washing is applied at two stages in our process: at the bottle stage before grinding and at the flake stage after grinding. Applying the hot caustic treatment twice means that contamination which survives the first stage encounters a second treatment at the flake level, where the increased surface area per unit weight gives the wash solution better contact with every particle. Sorting for non-PET polymer contamination, ferrous and non-ferrous metals is conducted at both stages as well. Batch-wise testing for PVC content, metal content, colour, bulk density, and moisture is run on every production lot before the flake leaves our facility.
PVC: The Contamination Every Converter Asks About First
PVC is the contamination parameter that experienced rPET buyers ask about first, and they are right to. PVC (polyvinyl chloride) degrades at temperatures close to PET's processing temperature. When PVC contamination is present in a flake batch processed through an extruder or spinning line, it releases hydrochloric acid during melting. That acid causes discolouration in the finished product and accelerates polymer chain scission, reducing the molecular weight of the PET around the contamination site.
At concentrations above 50 parts per million, PVC causes visible discolouration in rPET resin pellets and thermoformed sheet. At concentrations above 100 parts per million, it creates processing problems that converters cannot correct through line adjustment. The specification threshold for food-contact-grade hot-washed flake is below 30 parts per million, and consistently reaching that level requires sorting at the bottle stage and the flake stage.
At J B Ecotex, our target is PVC below 30 ppm with zero metal contamination, verified on every production batch.

Certain Applications That Begin with Hot-Washed rPET Flakes
Hot-washed rPET flakes are the feedstock for multiple downstream conversion processes, each with different quality requirements and each producing a different end product. This is worth covering in detail, because the range of industries that depend on this single feedstock is wider than most people in any one of those industries appreciate.
Bottle-to-Bottle rPET Resin
Clear hot-washed flakes are the input material for solid-state polycondensation processes that produce food-grader PET resin for new beverage bottles, food trays, and food contact packaging. The flake entering this process must meet contamination thresholds required for food safety regulatory authorisation. PVC below 30 ppm, moisture below 1% by weight, intrinsic viscosity at or above 0.72 dl/g, and verified traceability from collection source through the finished flake are the minimum entry criteria.
The quality logic here is direct. Food safety is determined at the input stage. Any contamination that enters with the flake and survives the SSP process shows up in the finished resin, which shows up in the bottle or tray, which shows up in the food safety audit. Bottle-to-bottle recycling is a downstream destination for clear hot-washed rPET flake, which is why food-grade certified flake commands a price premium over other grades.
Thermoforming-Grade Sheet
Clear hot-washed flakes are extruded directly into PET sheet for thermoformed food packaging: fruit and vegetable clamshells, ready-to-eat meal trays, deli containers, and blister packs. Sheet extrusion is optically demanding. Black specks from PVC or burnt polymer fragments, haze from input moisture above specification, and fish-eye defects from incompletely melted particles all appear as visible quality defects in the finished sheet. There is no downstream correction for these defects; they are rejected or trigger a line stop.
Hot washing is mandatory for sheet applications, not because of a rule but because cold-washed flake consistently generates these defects. The economics are straightforward: reject rates of even 2 to 3% per shift represent a direct material and energy loss that outweighs the cost difference between cold-washed and hot-washed input flake.
Filament Yarn
Clear hot-washed flakes are melt-spun into continuous polyester filament yarn for apparel fabric, activewear, sportswear, technical textiles, and industrial applications. Filament spinning is particularly sensitive to contamination because the spinneret holes are small. Contamination particles that would pass through a bottle preform mould or a sheet extrusion die cause spinneret blockages in a filament spinning line, leading to filament breakage and production downtime. On a high-throughput filament line, a spinneret-related stoppage represents lost production. The contamination that caused it arrived in the input flake.
Clear, consistently sized, low-dust flake with stable IV is the operational requirement. IV variability between flake batches forces parameter changes between production runs. On a well-optimised line running consistent feedstock, these adjustments are unnecessary. On a line running variable feedstock, they are a constant source of off-spec material.
Recycled Polyester Staple Fibre (RPSF)
Both clear and mixed-colour hot-washed flakes feed staple fibre production, with the colour of the input flake determining the target fibre colour and application. Clear flakes produce undyed or white staple fibre for hygiene products, filling materials, nonwoven substrates, and apparel spinning. Mixed-colour or green flakes feed dope-dyed fibre production for automotive textiles, industrial nonwovens, and technical applications where colour is introduced at the polymer stage rather than through a separate dyeing step.
RPSF manufacturing uses flakes crushed to 12 to 15 mm and hot washed in a 2% sodium hydroxide solution, with contamination controlled below 200 ppm for fibre-grade applications. After washing and drying, the flakes enter the extruder, pass through a spinneret to form filaments, which are then gathered, drawn, crimped, cut to staple length, and baled as finished fibre. The flake is the starting point for every parameter in this chain: the IV of the finished fibre, the denier consistency, and the colour uniformity of the final product.
rPET Strapping Bands
Green and mixed-colour hot-washed flakes are extruded and drawn into high-tensile PET strapping tape for industrial packaging. PET strapping is used to secure heavy palletised goods, steel coils, bricks, timber, and construction materials during transport and storage. It has progressively replaced steel strapping in many industrial applications because it offers comparable tensile performance without the safety hazard of steel under sudden tension release, and without the corrosion risk in wet environments.
Strapping-grade rPET processes at IV of 0.60 to 0.75 dl/g and tolerates a wider contamination range than food-contact applications. However, IV consistency still matters: strap made from batches with variable IV shows inconsistent elongation behaviour under load, which affects how the strap performs when securing a heavy pallet in transit.
rPET Packaging Films
Clear hot-washed flakes feed biaxially oriented PET film extrusion lines producing BoPET film for flexible food packaging, lamination structures, agricultural films, and industrial protective films. Film is an optically demanding applications in the rPET supply chain. The biaxial orientation process, which stretches the film in both machine direction and transverse direction simultaneously, amplifies any inconsistency in the input material. A gel particle or fish-eye that might pass unnoticed in a thick bottle wall becomes a rupture point under the stresses of biaxial orientation, causing a film break and a line stoppage.
A mono-material PET pouch can re-enter the PET recycling stream at end of life, unlike a laminate of PET with aluminium or nylon. Converters moving toward monomaterial structures need flake with the optical quality to support this transition.
FIBC Bags
FIBC bags, or flexible intermediate bulk containers, are large woven polyester bags used in multiple industries to transport and store dry flowing materials in bulk quantities. A single FIBC carries loads of up to 1,500 to 2,000 kilograms depending on design.
The conversion path from rPET flake to FIBC starts with extrusion of the dried flake into tapes. These tapes, typically a few millimetres wide, are drawn under controlled tension to orient the polymer chains and develop tensile strength. The oriented tapes are then woven on circular looms into the fabric from which the bag is cut and stitched. UV stabilisation is added to the tape compound or applied as a coating to the finished fabric, since FIBCs used for outdoor storage face extended sun exposure.
The flake input for FIBC production must be dried to very low moisture levels before extrusion, typically below 50 parts per million, to prevent hydrolytic degradation of the polymer during melt processing. Degradation at this stage reduces molecular weight and therefore reduces the tensile strength of the finished tape, which directly affects the load-bearing capacity of the bag.
Industrial Rope
rPET flake is converted into polyester rope for marine, agricultural, fishing, and construction applications. The conversion path runs from flake to filament yarn to twisted strand to finished rope. Polyester is used in rope applications because of its high tensile strength, resistance to moisture and UV degradation, and consistent elongation behaviour under sustained load. In marine and agricultural settings where the rope is exposed to sun, salt water, and mechanical stress, these properties need to be maintained over extended service life.
The quality requirement from the input flake centres on consistent IV, which determines the tensile strength of the filament yarn, and contamination control, which determines whether the filament extrusion process runs cleanly. Rope for safety-critical applications such as lifting equipment carries load testing and certification requirements that trace back to the material properties of the input fibre.

Non-Woven Fabric
Nonwoven fabric is made directly from fibres bonded together without weaving or knitting, using thermal, mechanical, or chemical bonding processes. The applications are broad: hygiene products including diaper topsheets and feminine care covers, medical gowns and drapes, filtration media, automotive acoustic insulation, geotextiles for construction and erosion control, and home textile interlinings.
rPET flakes feed nonwoven production either directly, where flakes are melt-spun into fibres in-line with the web-forming process as in spunbond nonwoven production, or indirectly, where flakes are first converted into staple fibre which is then carded into a web and thermally or mechanically bonded. Both routes begin at the flake. In spunbond production the flake enters a continuous melt-spinning and web-forming line where it is extruded, drawn, laid onto a conveying belt, and bonded in one continuous process. The flake input for spunbond must be very dry and have consistent IV, because the process runs continuously without the opportunity for batch-to-batch parameter adjustment that a separate spinning step allows.
For hygiene-grade nonwoven applications, food-contact certification of the input flake is typically required since nonwoven topsheets come into direct contact with the body. For technical nonwovens used in filtration, automotive, or construction applications, certification requirements are lower but IV consistency and contamination control remain essential for process stability.
Why the Feedstock Question Is Inseparable from the Application Question
The above applications of PET flakes above share one characteristic: their process stability and output quality are bounded by the quality of their input flake. This is why experienced buyers in each of these segments have become more specific in their procurement requirements. They have learned, often through costly production problems, that sourcing rPET flakes as a commodity where any supplier's product is interchangeable with another's is not a viable approach.
The right way to source hot-washed rPET flakes is to start with your downstream application, define the quality parameters that application requires, and then verify that a supplier's process and testing regime can consistently deliver against those parameters across multiple consecutive production batches.
For bottle-to-bottle resin: PVC below 30 ppm, moisture below 1%, IV at specification, food-contact certification covering the specific resin grade, full chain-of-custody documentation.
For thermoformed sheet: PVC below 30 ppm, moisture below 1%, optical cleanliness verified by third-party extrusion trial, consistent particle size to minimise die pressure variation.
For filament yarn and RPSF: IV consistency across consecutive batches, contamination control, dust and fines below specification, moisture below 1%.
For FIBC and strapping: moisture controlled to below 50 ppm at the extruder feed, IV consistency for tensile performance, contamination within the wider thresholds the application tolerates.
For nonwoven: application determines whether food-contact certification is required, but IV consistency and moisture control are universal requirements.
In each case, the critical procurement question is the same: what does the batch consistency record look like across fifteen or twenty production lots, not just the sample sent for qualification?
J B Ecotex Hot-Washed rPET Flakes
J B Ecotex produces hot-washed rPET flakes from 100% post-consumer PET bottles at our Surat, India facility. Our process applies hot caustic washing at both the bottle stage and the flake stage, with automated optical sorting and metal separation conducted at both stages. Batch-wise testing for PVC, metals, colour, bulk density, and moisture is run on every production lot. Third-party laboratories verify conformity with leading brand protocols and qualify our flakes for extrusion and thermoformed sheet applications.
Clear hot-washed rPET flakes (CLR50Y10, CLR50Y25, CLR100) for bottle-to-bottle resin, thermoforming sheet, filament yarn, RPSF, nonwoven, and packaging film applications.
Green hot-washed flakes (GRN50, GRN250) for strapping and black yarn manufacturing.
Mixed-colour hot-washed flakes (MCF100, MCF250) for black yarn, PET foam, and strapping applications.
Certifications: GRS, ISCC, Ocean Bound, Recycled Class, and ISO. Full batch documentation including IV data, particle size distribution, PVC and metal test results, and material traceability records accompany every shipment.
For buyers evaluating rPET flakes supply from India across any of the nine application segments above, our technical team can provide specifications, batch consistency data across consecutive production lots, and trial quantities. Contact us through jbecotex.com.
J B Ecotex manufactures and exports hot-washed rPET flakes, food-grade rPET resin, and recycled polyester staple fibre from Surat, India. Certifications include GRS, ISCC, Ocean Bound, Recycled Class, ISO, FDA NOL, EFSA, and OEKO-TEX. Applications served span bottle-to-bottle resin, thermoformed sheet, filament yarn, RPSF, strapping, packaging films, FIBC bags, industrial rope, PET foam board, and nonwoven fabric.